High above Lake Mälaren in Sweden, inside the stone walls of Skokloster Castle, sits one of the world’s most remarkable time capsules: the Wrangler’s Armoury. This site houses a dazzling collection of arms and armour, most still retaining their original decorative features. Recently, I had the privilege of working on a specific piece of this history—a 17th-century Polish-style cavalry armour (Inventory No. 6787_SKO).

Figure 1. The suit of armour placed in-situ taken before conservation treatment. Media: Andersson, Fredrik. Skokloster Castle/SHM, (CC BY 4.0)
The Half-Century “Shield”
When this armour arrived in Munkhättan, it was sealed in a thick, amber-coloured “skin”—layers of oil and grease that protected it for at least half a century but hid its natural look. Only a few glimpses of a bluish sheen hinted at the glamour it once had. These coatings, though applied with good intentions to keep rust at bay, obscured the 17th-century armour’s artistry and beauty, and made it appear dull and lifeless.

Figure 2ab. Close-up of the chest plate and the backplate before treatment. The surfaces looked dull due to the degraded coating and dust accumulation.
As the dust and grime began to be removed, the transformation was nothing short of cinematic. Beneath the grime, the steel wasn’t silver. It was a deep, iridescent heat-blued finish—a blue-toned colour created by heating steel to a specific temperature, a technique used for both decorative and protective purposes.
The Science of the Shimmer: Painting steel with fire
The blue isn’t a pigment or a paint; it is a mastery of fire. When steel is exposed to oxygen and controlled heat, a chemical reaction creates a microscopic film of iron oxide. This film is so thin—mere nanometers thick—that it plays tricks with light through a phenomenon called thin-film interference. To the naked eye, the surface appears a blue colour because the oxide layer is at the perfect thickness to reflect blue light waves while absorbing others. Under high magnification, this isn’t a coating sitting on the metal, but a dense, uniform “skin” that has grown directly from the surface.
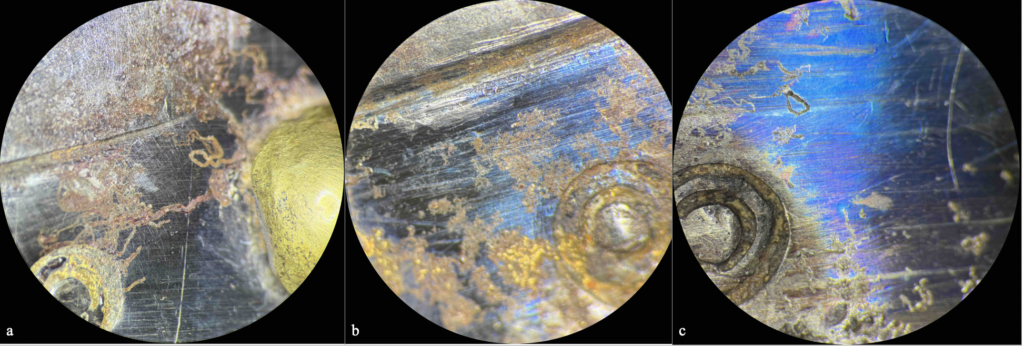
Figure 3abc. Heat-blued surface on three different segments of the suit under 40x magnification. The bluing can have a range of different tone and saturation over time. This was due to the thinning of the oxide layer because of wear-and-tear, or routine maintenance.
To blue an entire suit of armour demands incredible skill. A perfectly clean surface, controlled oxygen, and uniform heat are the only paths to success. Because the blue oxide layer is translucent, it magnifies every microscopic scratch or hammer mark; therefore, the steel had to be hand-polished to a near-mirror finish first. This laborious preparation is why bluing served as a clear indicator of wealth and status.
When steel is heated in the presence of oxygen, a spectrum of oxides can form depending on the temperature it reaches. The margin for error in the forge was razor-thin. The spectrum of temper colours—ranging from straw, brown, purple, blue to grey—shifts by very fine increments as small as 10 °C to 20 °C.
Heat-bluing was the last step after the steel plates took their final form. The magnitude of the challenges in reaching the right temperature was increased by the complex forms of armour. To achieve a uniform colour across large curved surfaces, such as a breastplate or a visor, the armorer had to maintain absolute thermal equilibrium. A single ”hot spot” or a stray draft of oxygen would result in a mottled, iridescent failure rather than a singular, regal tone. Since the window for the desired blue is incredibly narrow, if the temperature is overshot, the only remedy is to polish off the oxide layer, strip the plate back to a silver colour, and begin the grueling process to achieve a mirror finish again.
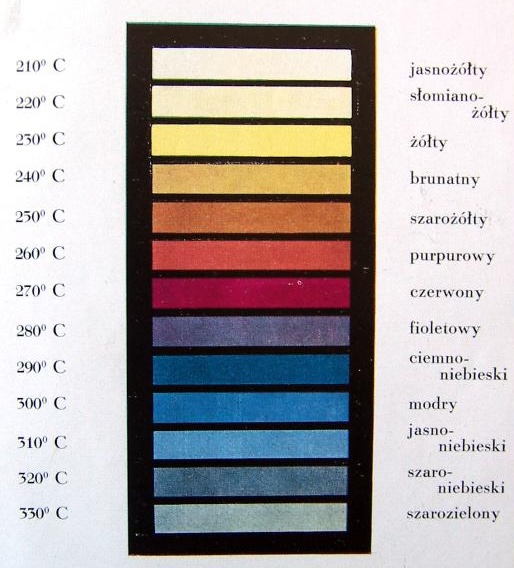
Figure 4. Temper colour gradients. This gradient illustrates the oxidation levels of carbon steel. Note the narrow window between ’Purple’ (approx. 280°C) and ’Full Blue’ (approx. 300°C). From Józef Weber, Zarys kowalstwa i szczęż cieplnej [Outline of Blacksmithing and Heat Treatment], Warsaw, 1939.
Form Follows Function: The Practicality of Heat-blued Armour
More than just pleasing to the eyes, the blue layer essentially is a well-adhered, passive, and inert film that acts as a barrier and protects the underlying steel from corrosion. The heat-bluing process also strengthened the steel’s mechanical properties through tempering.
Tempering marries aesthetic qualities with battlefield practicality. The process involves a controlled reheating of the hardened steel to balance its hardness with increased toughness and ductility, which made the armour more resistant to impact rather than brittle, ensuring it could absorb an impact without shattering.
The Cleaning Process: Is it a coating or corrosion?
Coating removal is a delicate process where the ”first do no harm” rule is paramount. That ”brownish” tint could be several things: a naturally aged organic varnish (like shellac or linseed oil), a synthetic lacquer that has degraded, or—more concerning— active corrosion (rust) underneath a failing coating.
Distinguishing between a failing coating and actual metal corrosion is the most important step. UV light helped to detect the presence of coatings. As the top layer of dust and grime was removed, the smooth texture and translucent amber colour of the surface served as visual indicators that the ”brown” was a thick, amber-coloured film of degraded coating. It was translucent, acting like a dirty window and hiding the metal surface behind it.

Figure 5ab. Coatings often show fluorescence under UV light 365 nm. The colour of the fluorescence can be suggestive for narrowing down the types of the coatings.
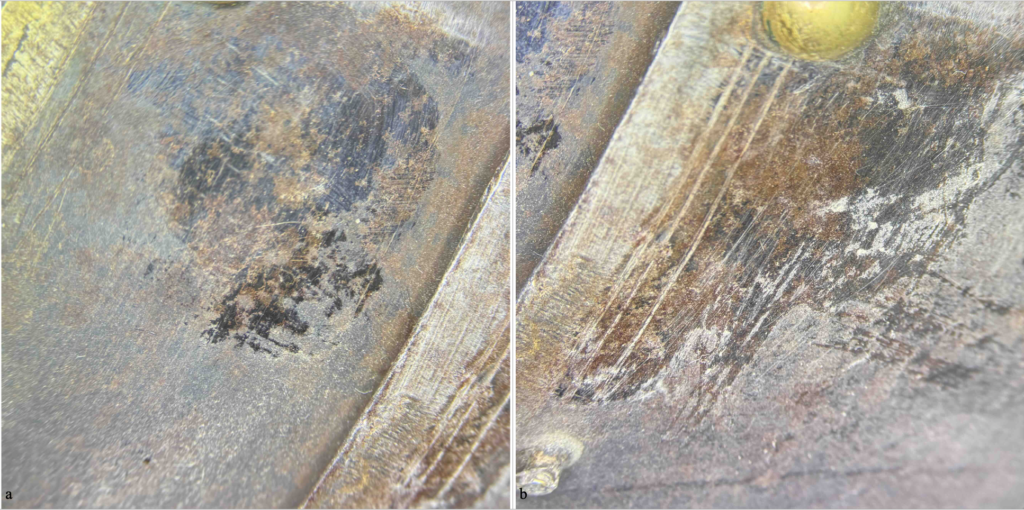
Figure 6ab. Cotton swab with solvents, such as ethanol, white spirit, and acetone, were tested on each of their coating removal efficacy. The spots where the coating had been removed showed the metal surface underneath.
Removing these layers is a slow, rhythmic process. Solvents and non-abrasive materials, such as cotton swabs, brushes, and sponges, were used and applied in small circles. To tell if the coating is thoroughly removed, a dry PU sponge rubbed over the metal surface would make a ”squeaky” sound.
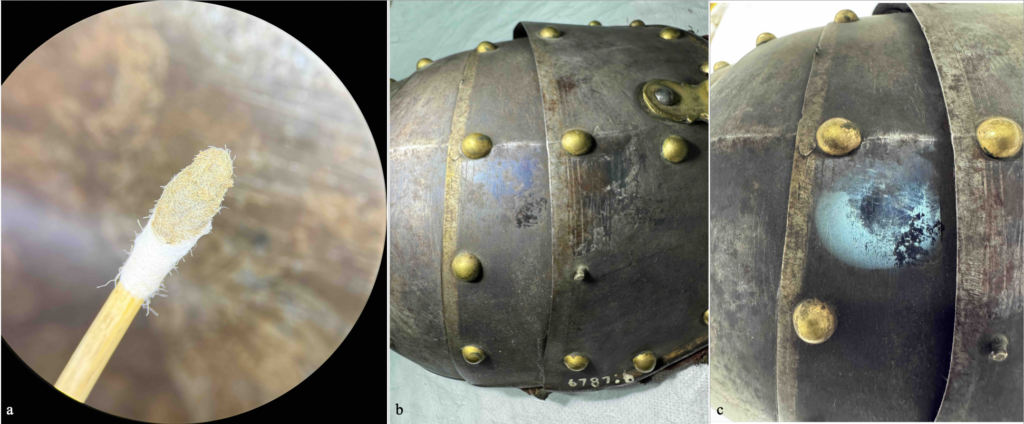
Figure 7abc. a) The surface of a cotton swab was examined under magnification after removing the coating. bc) The same area observed in natural light and under UV light. Once the coating was softened and removed with solvents, the decrease in fluorescence indicated its removal.
The Final Reveal
After the conservation treatment was complete, this suit of Polish armour exhibits a remarkable degree of original heat-bluing, offering a glimpse into its original finishes and intended visual impact. This surface provides critical insights into historical manufacturing techniques and artisanal mastery, serving as an artifact embodying the craftsmanship of its era. While the specific patronage of the armour remains unidentified, the juxtaposition of the leather lining, decorative gilding, and the red velvet borders enriched with metal threads stands as a testament to the owner’s status and fashion taste.
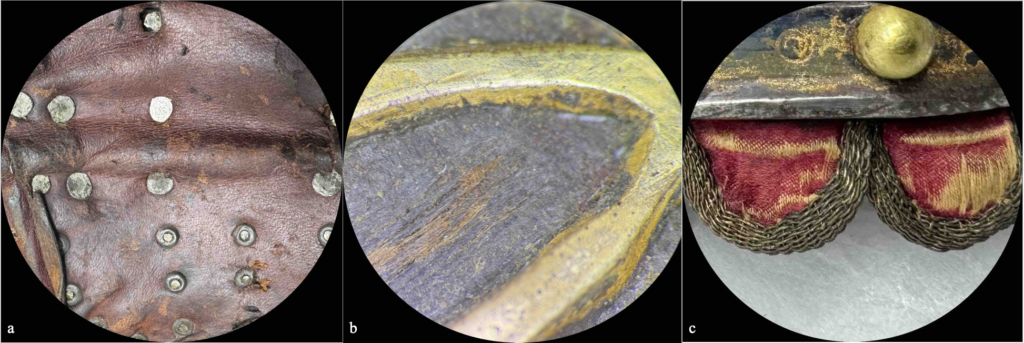
Figure 8abc. Details of the leather lining, gilding and the red velvet borders enriched with metals threads.

Figure 9ab. The helmet before conservation treatment (a) and during treatment (b). Left: Media: Olsson, Andreas. Skokloster Castle/SHM, (CC BY 4.0).
/Loretta Zhang, intern at the Department of Collections and Research at SHM, from Advanced Professional Training in Conservation and Restoration of Cultural Heritage (Metals), University of Amsterdam